


HCl synthesis unit
The HCl synthesis involves the reaction of chlorine with a hydrogen-rich fuel source. In a dedicated HCl synthesis unit comprising a specialized furnace and gas cooler, chlorine is converted using hydrogen as the primary feedstock to produce HCl gas at approximately 3 barg pressure. To ensure the reaction proceeds smoothly, an excess of hydrogen is required, resulting in HCl gas with a hydrogen content ranging from 2-5 vol.%. Specialized furnaces are also employed to capture and utilize the exothermic reaction heat effectively.
We can offer HCl synthesis unit which is most efficient plant in terms of quality & yield.
Hydrochloric acid (HCl) is a clear, colorless solution of hydrogen chloride in water, and is a strong, corrosive mineral acid. Hydrochloric acid (HCl) is one of the most widely used chemicals in the world today.

REWINZ offers graphite chemical products and technology, to provide you with HCL synthesis, absorption, HCL acid stripping and drying, sulfuric acid concentration, MVR evaporators and other products.
Our engineering and other support staff undergo constant and scheduled training to develop their skill sets, thus are able to provide better and updated service to our customers. We do not do this in isolation, but maintain close contact with our customers, suppliers and logistic partners to ensure the right fit of solutions are being developed.
Range of application:
Synthesis of hydrogen chloride by burning hydrogen and chlorine has proven to be an economical and reliable operation. Typical uses occur in chlor-alkali electrolysis, vinyl chloride manufacturing, pulp and paper production and various metallurgical processes. Our synthesis system is capable of producing hydrochloric acid in a concentration range of 1 to 38% with product specification to satisfy requirements of technical or chemically pure quality, to food grade quality.
HCl Synthesis Furnace
4 in 1 HCl synthesis unit and 3 in 1 hydrochloric acid synthesis unit both are applied to produce hydrochloric acid through the synthesis section, cooling section, absorption section and tail gas scrubber combined together.
Compared with 3 in 1 HCl synthesis unit, 4 in 1 HCl synthesis unit has the advantage of smaller space occupation, which is suitable for hydrochloric acid capacity within 250 MTPD.
Meanwhile, we could adequately utilize the heat from the synthesis process to generate hot water or steam upon to customer’s requirement.
Equipped with digital control system (DCS), we could completely achieve an unattended operation on site.
Technology advantages:
Our extensive expertise and many years experience allow us to design a plant that will meet all of your requirements.
State-of-the-art design of the synthesis units and tailor made engineering of instrumentation, piping to ensure safe processing of chlorine and hydrogen. Our units have up-times higher than 99.9%.
The burner, all gas feed lines, control systems and safety systems are located near the base of the combustion chamber, making operation and monitoring of the unit simple and reliable.
Heat recovery:
The combustion heat is 0.7 kWh per kg of HCL (100%). Nearly one half of the generated heat can be recovered as steam (0.3-0.8 Mpa) or hot water for the energy saving and emission reduction. A payback time of only 1-2 years can be achieved for the heat recovery system.
- We can produce anhydrous HCL gas or HCL acid as required.
- The HCl synthesis units are available in two in one, three in one and four in one plants. Selection should be based on your requirements.
- The purity range of HCL gas can reach 94% – 98% and we also supply the online testing of the purity of free chlorine and HCL.

Reliable and Safe Operation
* We have designed our units for reliability be it for manual and automatic operation.
* Controlled by DCS tele-transmission manual / automatic, without the need for in-situ presence.
* cut the H2 and Cl2 gas source when the flame detector get the flame unsuccessful signal.
* cut the H2 source on pressure drop below threshold setting.
* N2 purging device on the bottom of the plant will replace the air before ignition or on ignition failure, discharging the mixed gases without burning to ensure the safe restarting of the equipment.
* The flame arrester will prevent the flame flash back to the main pipeline.
* Explosion prevention interlocking safety disc: automatic detection of the safety disc status, auto-interlock on detection of explosive condition.
* The interlocking system will shut down safety on detection of operating condition failure, such as, abnormal pressure of gas feed, ignition failure, low flow of the circulation water or absorbing water, low liquid level of flash tank, flame off or breakdown of the safety disc detector.
* Automatic acid production system: HCL acid concentration online testing, manual absorption water flow-rate tracking and adjustment to control the concentration of HCL acid product.
* Automatic ignition system: To ensure the safety operation, we adopt PLC ignition system, the operator only need press the ignition button, to complete ignition process.
* View glass washing unit: Ad hoc in-line washing of sight glass. Auto detection of flame improves safety.
* Burner: Design promotes proper mixing of H and CL gas allowing for complete combustion. This increase product quality.

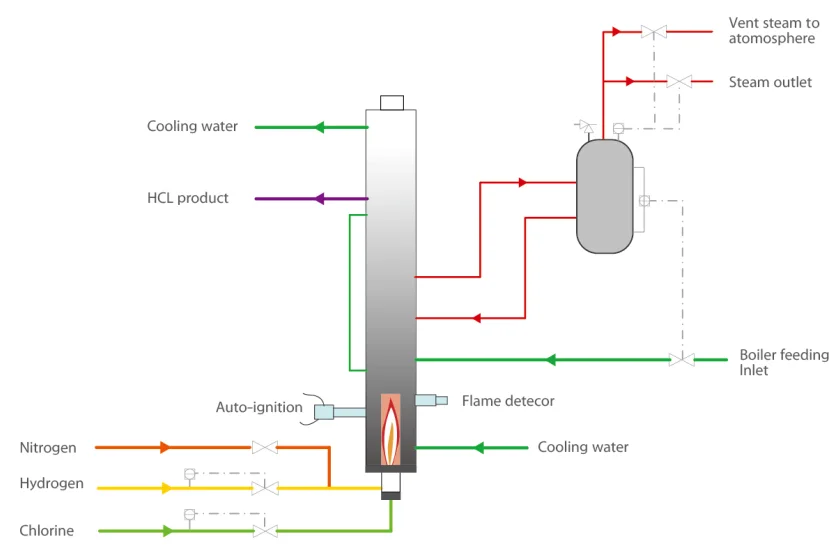
Two in one HCL graphite synthesis furnace
The unit consist of synthesis and cooling sections, h2 gas and Cl2 gas will bind into HCL gas in the synthesis section, then cooling to 45 °C through the cooler and feed to absorber or other process.

Absorption of HCL gas
The absorber can absorb the HCL gas from synthesis unit, incinerator or other devices.
HCL gas is absorbed by water or weak acid, with model selection based on specific calculations. The temperature be will increased with the reaction of gas and absorbent. The absorption is an exothermic process, so that the absorption device is usually composed of failing film absorber and columns.
The two common mode of absorption are Isothermal absorption and Adiabatic absorption.
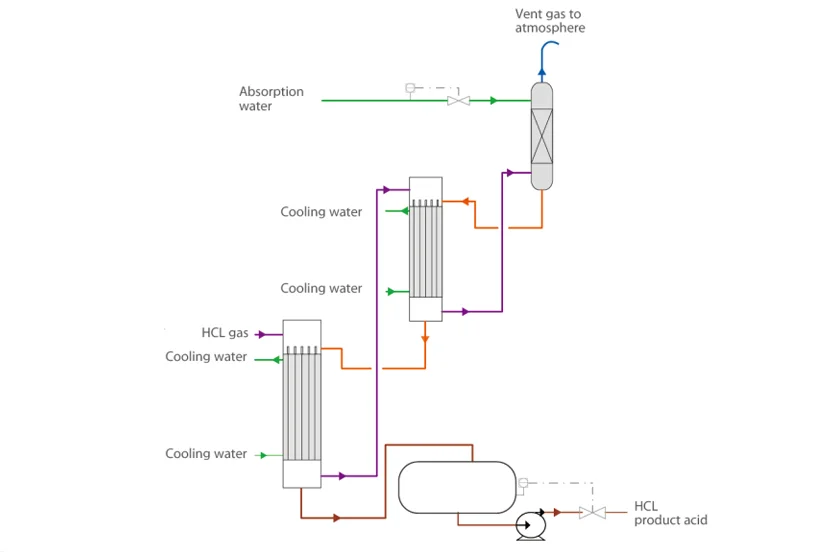
Isothermal Absorption
Isothermal absorption is more economical for higher concentrated HCL gases. Therefore a water-cooled falling-film absorber is used for the absorption and cooling of the produced HCL acid. The falling-film heat exchanger can be operated in a co-current or counter-current mode. In a co-current absorption, both liquid and gas are fed at the top of the heat exchanger. The produced acid and the vent gas with unabsorbed HCL leave the equipment at the bottom outlet. This vent gas is scrubbed in a downstream absorption column.
The weak acid leaving at the bottom is used as absorption liquid for the falling-film absorber. An appropriated design with trays or packing ensures that the specified emission limits are met.

Adiabatic Absorption
Adiabatic absorption is normally used for weak HCL gases.
HCL gas is fed through the bottom of column, while the absorption liquid is fed at the top.
Gas and liquid flow are counter-current to ensure optimum absorption. The height, diameter and internals are designed in such a way that the desired acid concentration is obtained and the purity of the vent gas is maximized. The absorption generates a lot of heat the hot acid is cooled by an integral or separate heat exchanger.
Three in one HCL acid graphite synthesis furnace
Four in one HCL acid graphite synthesis furnace
Three in one type furnace consists of synthesis, cooling and absorption. The tail gas discharges after absorption by the tail gas column.
Four in one type furnace consists of synthesis, cooling, absorption and tail gas cleaning. The tail gas can be discharged directly.
The common property of above two series is that the HCL absorption is a counter process.
The liquid distributer ensures uniform liquid film distribution in the pipeline.
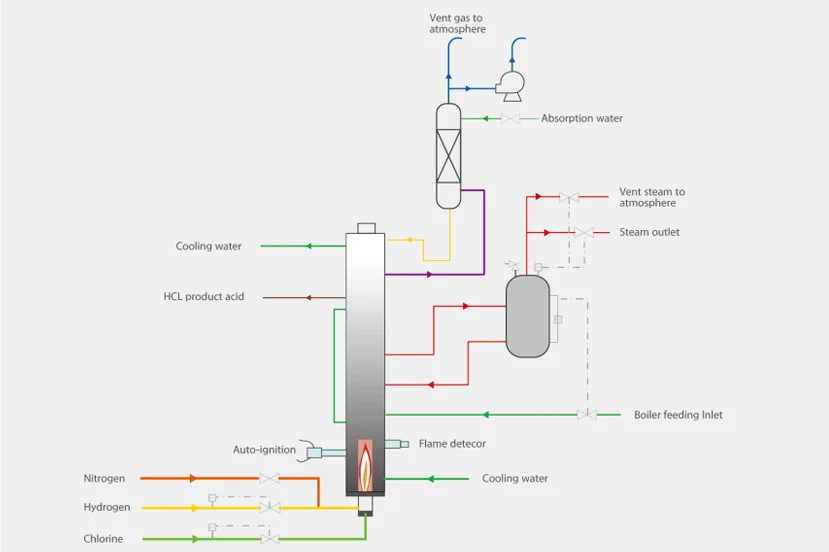
Three in one HCL acid graphite synthesis furnace with steam generation

Four in one HCL acid graphite synthesis furnace with steam generation
Specification of Hydrochloric Acid Synthesis furnace
| Type | Capacity | Concentration | Temperature | Pressure |
|---|---|---|---|---|
| Two in one synthesis furnace | Three in one synthesis furnace | Four in one synthesis furnace | ||
| 5 ~ 150 MTPD | 20 ~ 450 MTPD | 20 ~ 450 MTPD | ||
| 31 % - 38 % | 31 % - 38 % | 31 % - 38 % | ||
| ≤ 45 °C | ≤ 45 °C | ≤ 45 °C | ||
| 10 ~ 200 kPa | 10 ~ 80 kPa | 10 ~ 80 kPa |
Control system and safety protection
- Pressure stabilizing system for Cl2 and H2 gas: keep the pressure stable while gas feeding to the plant.
- Gas mix regulating system for Cl2 and H2 gas: tracing the flow mix to avoid pressure or flow fluctuation caused by free Cl2.
- Interlocking for raw material feeding: alarming or safety interlocking when the pressure is abnormal.
- Interlocking for security status of valve: forbid igniting if there is any abnormal status of automatic valve. Upon detection of feed valve malfunction, it will shut down by safety interlocking.
- Automatic water pump system: Interlocking safety once the liquid level of flash tank drops below set parameter or the pressure controlling system detects abnormality.
- Pressure stabilizing system for steam: Keep automatic control of pressure during steam production and transportation.
- Interlocking for flame off: safety monitoring of flame ignition and condition. Shut-down is initiated upon and malfunction.
- Interlocking for low flow of circulating water: Ensure normal supply of circulating water, system provides warning on low or abnormal flow. Lock control activates automatically on low circulation flow.
- Interlocking for N2 gas pressure: Prevents ignition when the pressure of n2 gas is abnormal.
- Interlocking for instrument air or pressure: System provides warning on low or abnormal air pressure. Automatically shuts down process based on per-set conditions.
- Interlocking for pressure inside the furnace: Provides an alarm or shut down on furnace over-pressure. The over-pressure parameter is per-set.
- Interlocking for burst of safety disc: When the safety disc bursts, the system will shut down automatically.
- Interlocking for low flow of absorbing water: When the absorbing water’s flow is lower, the system will shut down automatically.
- Emergency shut down and accident interlocking: Emergency shut down button for emergencies.
Are you looking for a desired solutions or need help?
You can call the number: Call +1 437 290 6310